

I recenti sviluppi delle tecnologie digitali e dei materiali ortodontici disponibili sul mercato hanno completamente modificato il processo di fabbricazione degli allineatori, passando dal tradizionale processo di termoformatura manuale dei fogli di poliuretano o PET-G sui modelli dentali, alla stampa diretta degli allineatori con dei polimeri a memoria di forma.
L’introduzione della stampa 3D nella routine clinica ha infatti permesso di utilizzare un flusso di lavoro completamente digitale per la realizzazione degli allineatori trasparenti.
Partendo da una impronta digitale delle arcate dentarie del paziente, gli attuali software di CAD ortodontici permettono di disegnare in maniera customizzata la forma e lo spessore di ogni singolo allineatore in base alle esigenze cliniche, e di stamparli direttamente in 3D utilizzando delle resine a memoria di forma, in modo da eliminare le numerose fasi di lavorazione proprie del flusso di lavoro analogico tradizionale.
Di seguito viene presentato il flusso di lavoro digitale per la stampa diretta degli allineatori ortodontici utilizzando delle resine a memoria di forma.
Applicazione tecnica
La paziente (37 anni) si è presentata alla nostra attenzione per la risoluzione dell’affollamento anteriore superiore ed inferiore (Fig. 1).

Fig 1. Fotografie intra-orali inziali.
Sono state acquisite le scansioni intra-orali (Trios3; 3Shape, Copenhagen, Denmark), che sono state successivamente importate in un software di CAD ortodontico (OnyxCeph; Image Instruments, Chemnitz, Germany).
Dopo aver orientato i modelli nello spazio e progettato le basi, le arcate sono state segmentate nei singoli denti (Fig. 2) ed è stato eseguito il set-up ortodontico, che, nel caso in questione, ha previsto l’utilizzo di 5 allineatori superiori ed inferiori per risolvere il disallineamento.
A questo punto, sono stati progettati gli allineatori virtuali attraverso la funzione del software OnyxCeph che permette di creare direttamente le “shell” di ciascun allineatore (Fig. 3).

Fig. 2. Segmentazione delle arcate nel software OnyxCeph.

Fig. 3. Allineatore virtuale disegnato in OnyxCeph.
Per ogni allineatore, è stata definita l’altezza della linea di taglio (Fig. 3-4), variabile questa che può essere customizzata per ogni paziente in base alle meccaniche di trattamento previste o alle condizioni parodontali.

Fig. 4. Altezza della linea di taglio vestibolare dell'allineatore.
Utilizzando l’interfaccia di OnyxCeph, è stata impostata la distanza tra corone dentali e allineatore di 0.05 mm (offset o distanza alla corona), e sono stati eliminati i sottosquadri a livello interdentale impostando tale valore su 0.5 mm (block out interdental).
Il controllo dei sottosquadri è una fase fondamentale nella progettazione dell’allineatore, perché la presenza di sottosquadri a livello interdentale può determinare nell’allineatore la formazione di “cunei” nella regione interprossimale, determinando l’apertura di spazi indesiderati.
Lo spessore di ciascun allineatore è stato impostato a 0.5 mm prevedendo un cambio di allineatore ogni 10 giorni. Inoltre, una funzione del software OnyxCeph ha permesso di aumentare in maniera automatica lo spessore dell’allineatore (da 0.25 mm a 1.2 mm) in determinate aree in base al setup ortodontico, per facilitare gli spostamenti dentari (thickness by movement=100%).
A questo punto, il software ha inserito automaticamente le strutture di supporto necessarie per stampare con successo gli allineatori. L’orientamento degli allineatori sul piatto di stampa virtuale è stato di 70° con una distanza tra i supporti di 2 mm (Fig. 5).

Fig. 5. Interfaccia di OnyxCeph per la progettazione dell'allineatore.
Successivamente, è stato generato il file.stl finale degli allineatori con i supporti ed è stato importato nel software di slicing della stampante 3D (AccuFab-L4D, Shining 3D Tech. Co., Ltd., Hangzhou, China). Gli allineatori con i supporti sono stati posizionati sul piatto di stampa impostando uno spessore di 100 micrometri. Il processo di stampa ha impiegato 2 ore e 7 minuti (Fig. 6).

Fig. 6. Preparazione del piatto di stampa.
La stampa 3D degli allineatori viene eseguita con la tecnologia VAT (Stereolitografia) che, attraverso l’utilizzo della luce UV, polimerizza strati di resina per creare l'oggetto 3D.
In questo caso, la resina utilizzata è stata la Tera Harz TC-85 DAC resin (Graphy, Seoul, Korea) (Fig. 7), il primo polimero a memoria di forma commercializzato per la stampa diretta degli allineatori.

Fig. 7. Resina a memoria di forma Tera Harz TC-85 DAC.
Prima del ciclo di stampa, la resina è stata mescolata accuratamente per renderla omogenea, mantenendo una temperatura controllata superiore ai 27°C durante la stampa al fine di ottenerne una buona riuscita.
Dopo il ciclo di stampa (Fig. 8), gli allineatori sono stati staccati dalla piattaforma di stampa e inseriti all’interno di una centrifuga per 6 minuti a 600 rpm. Gli allineatori sono stati posizionati con la faccia interna rivolta verso l’esterno per facilitare la rimozione della resina in eccesso. Successivamente, sono stati asciugati con l’aria compressa per rimuovere gli ulteriori eccessi di resina rimasti. Sono stati poi rimossi manualmente i supporti.

Fig. 8. Fine del ciclo di stampa.
Gli allineatori sono stati posizionati orizzontalmente nella macchina di polimerizzazione Tera Harz Cure con generatore di azoto (THC2) (Graphy, Seoul, Corea) (Fig. 9) e post-polimerizzati per 14 minuti ad una lunghezza d'onda di 405 nm e con un'intensità di 200 W.

Fig. 9. Macchina per la post-polimerizzazione con generatore di azoto (THC2).
A seguito della post-polimerizzazione, la superficie degli allineatori è stata lucidata con degli spazzolini montati su micromotore nei punti in cui erano stati inseriti i supporti (Fig. 10).
Nel primo ciclo di stampa, sono stati stampati 5 allineatori diretti superiori ed inferiori che, nel caso in questione, hanno permesso la risoluzione dell’affollamento come previsto dal set-up in circa 2 mesi (Fig. 11 e 12).
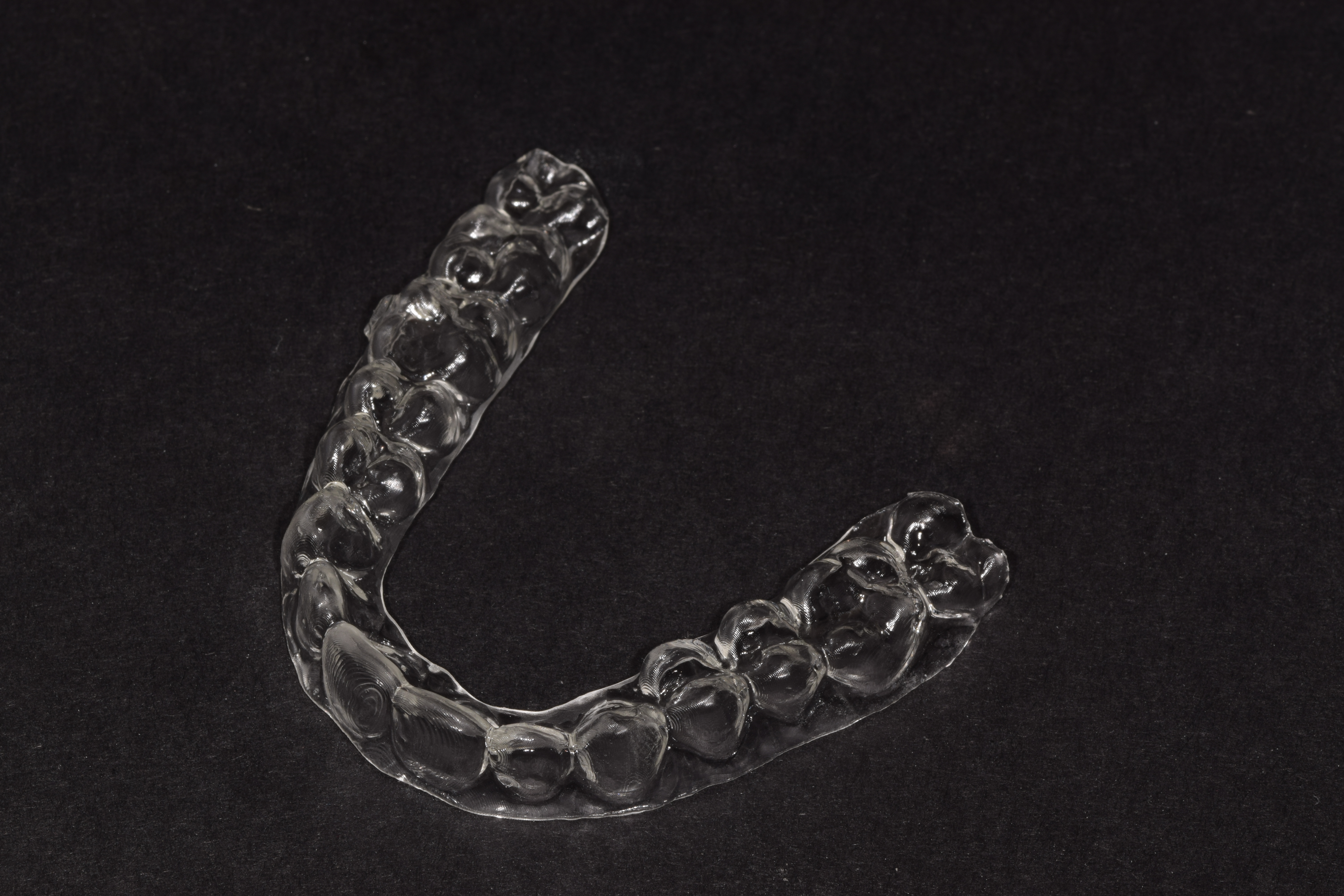
Fig. 10. Allineatore stampato.

Fig. 11. Fotografie intra-orali finali.

Fig. 12. Sovrapposizioni delle arcate ad inizio (viola) e fine (arancione) trattamento.






